return to section:
return to section: by John C. Harris
August, 2014
In May of 1994, just a bit over twenty years ago as I write this, I built a sturdy 5x8 table in the corner of an ancient shop on Cannon Street, in Chestertown, Maryland. To the underside of the table I bolted a 1-1/2 horsepower Porter-Cable router, fitted with a 1/2-inch flush-trim router bit. Patterns made of heavy exterior plywood were tacked with brads to blanks of okoume plywood. The router bit's bearing followed the pattern as I slid the okoume blanks around the table, yielding boat kit parts of reasonable (if not aerospace) accuracy. With this simple apparatus, I set about cutting kits, under contract, for the nascent Chesapeake Light Craft. (These weren't the company's very first kits; Chaim Russ, in Annapolis, had cut the first few dozen, and his stock of patterns gave me a jump-start on the project.)


Here's the old shop at 303 Cannon St. in Chestertown. Now cleaned up a bit, it's Chestertown's organic grocery. The building was originally a Chevrolet dealership in the 1920's and 30's.Organic produce now occupies the corner where once stood the router table and racks of CLC kit parts.
The router table scheme was good, but not great. You had to be very careful with the feed rate, or the cutter would chatter against the plywood. The patterns wore out quickly and required persistent maintenance. You kept a sharp eye on the flush-trim bit's bearings, and gave it a jot of machine oil a couple of times an hour. If the bearing failed, you'd ruin the pattern AND the boat parts. And of course you had to mind your fingers! That carbide bit would vaporize a digit in an eyeblink.
When things really got moving, the Chestertown shop couldn't keep up and I shifted over to CLC's first "real" shop, now the site of the showroom at our Annapolis factory. We were still cutting kit parts essentially by hand with the router tables, though improvements included 3-horsepower routers and a deep-breathing dust collector that captured at least some of the mountains of okoume chips. By the summer of 1997, we had four of the big router tables whining all day long and not quite keeping pace with the orders. Then a summer employee ran his thumb into the angry 1/2-inch cutter. It was time to do something different.
CNC stands for "computer numerical control," and CNC machines are not a new thing. The early ones, in the 1940s, could follow instructions encoded in a punched paper tape. Electronic control followed quickly, and while they remained the purview of big factories that could afford them, CNC machines were essentially a commodity by the 1980s. In the 1990s, the costs started to drop. Still, when we bought our first CNC machine in the fall of 1997, it was unusual for a small boatshop like Chesapeake Light Craft to have one. At that time we were shifting over to CAD (computer-aided drafting) for all of our boat design work. Having made that vertiginous leap, the logical next step was to throw in our lot with the robots.
Or so we thought. With enormous anticipation, we took delivery of a 5'x10' machine built by a well-known outfit in Dallas. Huge and shiny, this $32,000 robotic cutter was an amazement to us boatbuilders. While the router tables continued to shriek and chatter their way through the kit backlog in the old shop, technicians from the factory worked to set up the machine in newly rented shop space. They worked, and worked. And worked. And a week later, not a single usable part had been cut. In fact, the thing NEVER ran. We paid $2000 to have it shipped back, accompanied by one of the angriest letters ever written in the English tongue. And thus was my indoctrination into the "miracle" of CNC machines. If only I'd known what adventures lay ahead.
A rival Canadian outfit had a similar machine in stock and, our enthusiasm dampened just a little, we paid up, forklifted it off the flatbed, and set it to work. With vastly expensive Mitsubishi servo motors, an Italian-built 7-horsepower router (technically a "spindle"), and a vacuum pump the size of a small jet engine to suction the plywood down to the table, it felt as exotic as a new Ferrari. And it ran! Within a few days we were turning sheets of okoume into remarkably precise boat parts, with all of the waste chips siphoned away by a big dust collector.

Our first (operable) machine ran like a Swiss watch for nine years.
The software that converted CAD drawings into cutting instructions was MS-DOS-based, straightforward, and reasonably stable. The learning curve was steep but surmountable. One memorable idiosyncrasy was that file names could contain only eight characters. This required some linguistic inventiveness, given several thousand files to name and archive. (Naturally, the same inventiveness was applied to thinking of eight-character file names that were hilarious, pornographic, or grotesque, or hopefully all three, the better to horrify the boatbuilder giving someone a tour of the machine.)
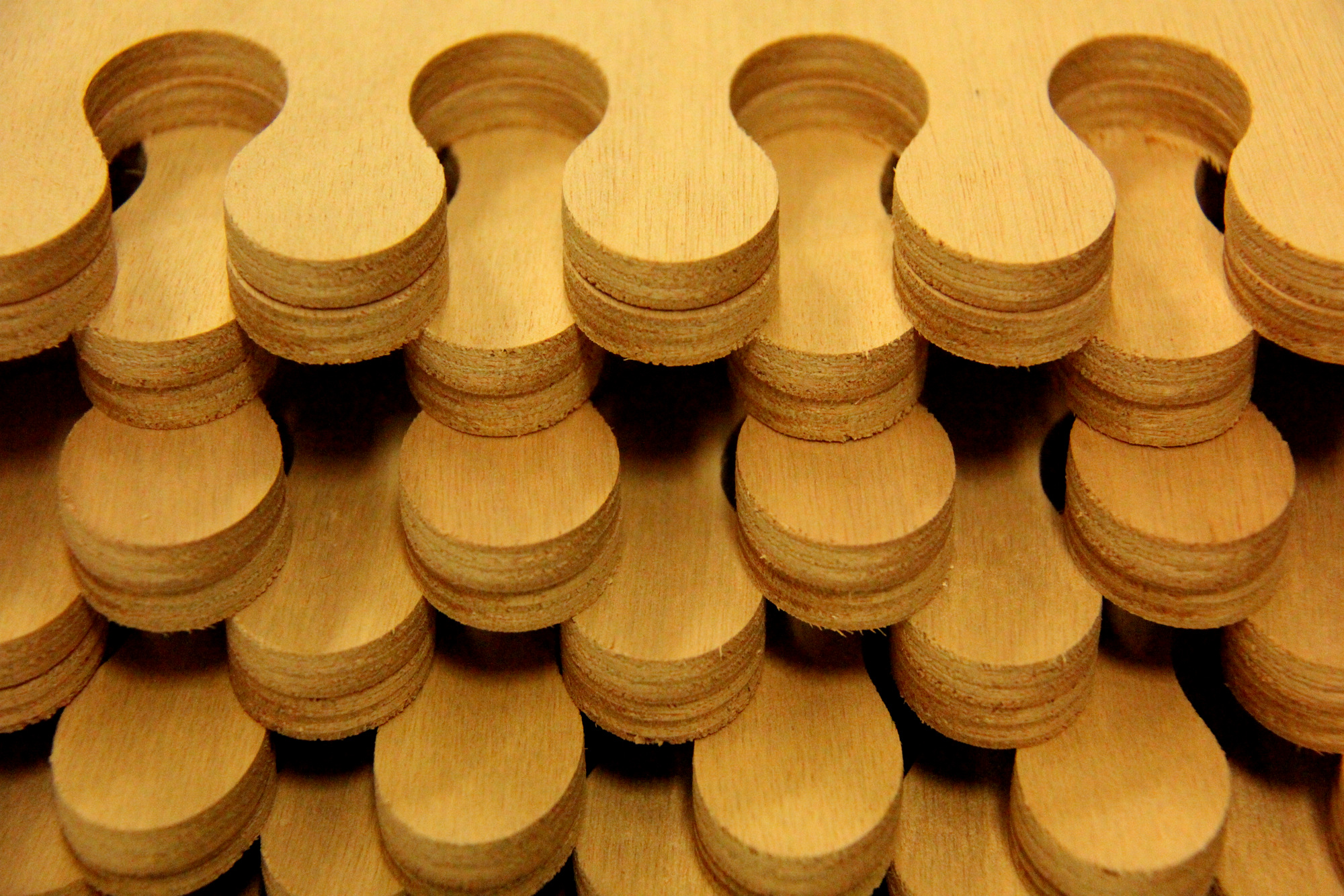
There was much to learn about the mechanical operation as well. The carbide router bits being pushed fast through glue-laden plywood would be dull within a day or less, and at $30 a pop represented a substantial operating expense. The vacuum table, theoretically capable of clamping a sheet of plywood to its surface with hundreds of pounds of force, quickly lost its effectiveness as the "spoil board" beneath got chewed up, or if you were cutting lots of little fiddly bits (below). Expensive air-driven plastic nails were required to pin the sheets down to help out the vacuum---running the fancy carbide cutting tools through a metal brad would send shrapnel flying.
![]()
Massaging CAD files for cutting on CNC machines was then, and is still, more art than science, much to the frustration of CAD/CAM engineers and salesmen who would like you to think otherwise. We used powerful CAD software for converting our old analog designs, then imported the resulting files into CAM (computer-aided manufacturing) software. This, in turn, was transmitted to the machine via a network cable. Armed with CAD and a CNC machine, it became plausible to design a boat in the morning and cut it in the afternoon, something that actually happened from time to time. However, what I learned right away was that CAD software and CNC machines did not result in better boat designs. It simply allowed lousy boats to get cut more quickly. Nothing of the boat designers' art is forfeited in the switch from pencils and splines and vellum to zeros and ones and CAD/CAM software. CAD and CNC are simply a different set of tools that must be wielded with as much care as an artist's pen.
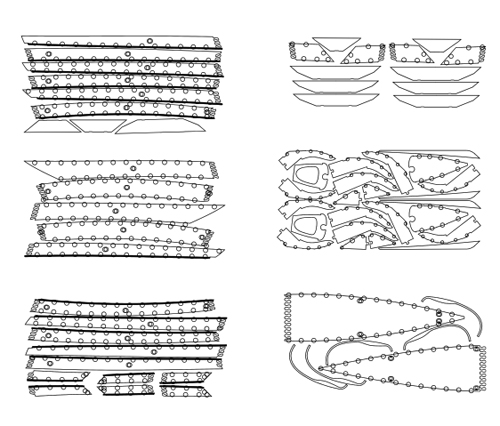
This confusing mess, six sheets of plywood, represents about 1.2 Northeaster Dories, with a few kayak parts thrown in as filler. While the popular notion of boat design in CAD is that everything is somehow automated, the reality is that nearly every inch of what you see here was teased into compliance by highly-skilled humans. Take the holes for the copper stitches, for example: hundreds of them...every single hole placed one at a time with the computer mouse. (The holes are one-sixteenth of an inch in diameter, but are drawn much larger so that the draftman doesn't go blind trying to find them on the screen.)
That smallish machine did remarkably well, and with minor maintenance and upgrades ran for nine straight years. Starting in 2005, we added a drill and started poking the holes for the wire stitches in some of our stitch-and-glue designs. This was a boon for the folks at home, obviously, but suddenly the process time for a single kit spiked sharply.
Machines had gotten faster and more accurate, we were told. How about trading in the old girl for a shiny new one? And so another machine appeared from the outfit in Toronto. Unlike the very first machine from Texas, it could be made to run. But from the first days it seemed a creature possessed. It would be whizzing along happily, when suddenly there'd be a buzz and a lurch and the gantry would take off on a wild tangent, destroying a very expensive sheet of marine plywood. It's a grounding issue, said the factory. Or it's a bad motherboard. Or it's your CAD files. Something. We don't know. Quit bothering us. Harnessing all of the outrage that the English language can muster, we eventually secured the return of the bewitched machine and its speedy replacement.

What's wrong with this picture? A program we'd run hundreds of times---Passagemaker Dinghy transom components---without warning shifted one of the transoms several inches to the left, ruining three parts and about a quarter of a $200 sheet of sapele plywood. No reason for the glitch was ever identified; the next time the program was run, all was well. The miracle and promise of high technology collides with the grim reality of buggy software and hardware. Costly, mystifying glitches like this happen all the time. The CNC machine salesmen never talk about this reality.
The 2006 machine ran okay, but by 2009 we were once again in a bit of a fix. The volume of kit orders, and the intricacy of the kits themselves, were conspiring to overwhelm our capacity. We could add a second machine, but there was simply no floorspace. The Toronto factory was ready with a solution: A single machine with one gantry, but TWO tables. While parts were being cut on one table, the operator unloads the second table, and vice versa. In theory the machine could cut parts nonstop. This would speed up the works a great deal. In addition, the machine would be equipped with a "tool changer": the spindle would autonomously grab a different cutting head from a rack of tools. Thus, without pausing to swap the cutting head by hand, as we'd done for a dozen years, the machine could change tools to cut rabbets, bevels, drilled holes, through-cuts, or even shift to a fresh cutter when the old one got dull. Persuaded this was the way forward, I signed the papers.
"Just one thing," the factory told us. "You know that old DOS-based software you've been using since 1997? You need to get with the times. We're using a new CAM package that you're just going to love. Yes, you'll have to start from scratch, reprogramming thousands of cutting files, but there'll be so many new features and improvements that it'll be worth it." And I do wish I had a time machine, and that I could fly back to 2009, and fling myself across the room like Bruce Willis, howling "Noooooooooo! Don't do it!"
The giant new machine arrived, along with a brutish-looking 15-horsepower vacuum pump to handle the twin cutting tables. It was huge and shiny, and it did not run. This time it was the new software that was nearly our undoing. As I've often described it in lectures and seminars, the much-ballyhooed CAM software was apparently designed by students in Mrs. Jellyby's 7th-grade computer science class, who have been told of the existence of CNC machines, but have never seen one run, and aren't altogether sure what CNC machines are supposed to do.
Running a CNC machine, theoretically a robot capable of unceasing and perfectly accurate work, in fact involves a lot of standing around and head-scratching. Also a great deal of salty language and imprecation.
But there we were, backlogged with kit orders, and with 3000 files to convert. It was as romantic as sticking a fork in your eye. By hammer and tong we learned to trick the software into behaving, though there were dismaying signs of dementia out at the machine. You could cut a set of parts five times with perfect success, then on the sixth there would be some sort of electronic burp and a WHIZZZ, and there goes another $100 in marine plywood. We clocked something like 10,000 man-hours converting files and bludgeoning the thing into compliance. But work it did, and cut thousands of boat kits.

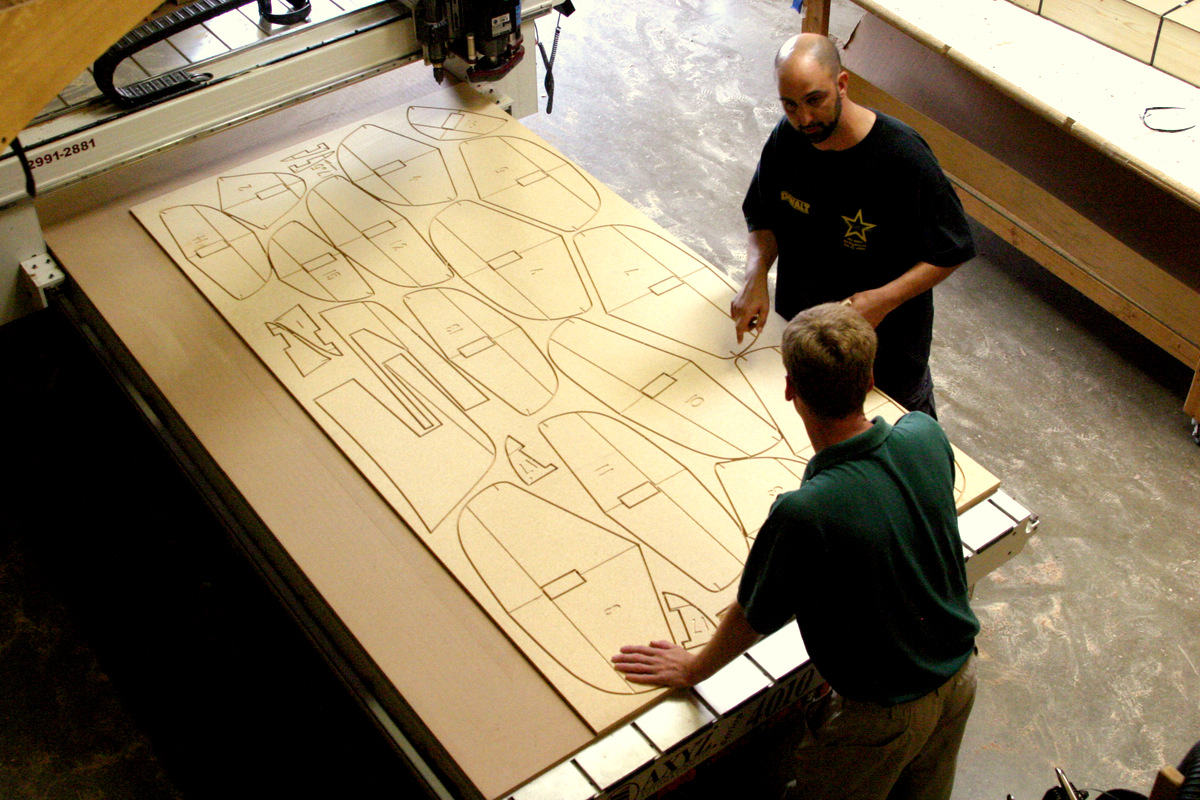
Our first dual-table machine, here being demonstrated for a school tour. David is standing between the two process tables The machine would be working on a 4x8 sheet of plywood at one end while the other end was loaded or unloaded.. Note the long dust-collector hose, which required careful tending. The machine loved to jam with dust and catch fire. In fact, a scorched bit of table is visible just to the left of the drill, under the gantry. You could do real damage, of course, but operators are used to keeping a spray-bottle of water nearby to douse fires. The dazzlement of the technology quickly yields to such squalid daily routines.
By 2014, 4-1/2 years into the 20-foot Toronto machine's tenure, we were once again starting to bounce off the limits of its capacity. CLC kits had come a very, very long way from the router table on Cannon Street in Chestertown. Instead of relatively simple shapes and scarf joints cut on a mechanical jig, many of our designs now had extraordinarily intricate CNC-cut parts, with tolerances measured in thousands of an inch, hundreds of stitch holes, mortises, rabbets, bevels, and puzzle joints. The CNC machine could manage all of these details, but only so fast. Overtime and split-shifts were instituted to keep the machine running up to 10 hours a day, sometimes six days a week.
The time-crunch and the wear and tear on the hardware began to suggest the need for something a lot more rugged and sophisticated, and we were done with the Toronto factory's desultory tech support. Hoping that I'd learned something from seventeen years of CNC misadventures, I studied the field and settled on a behemoth made by the 100-year-old CR Onsrud company near Charlotte, NC. Once again we'd have to start over with new software, but it seemed a lot more polished. And the machine, well, the machine is a Rolls-Royce. It was an escalation at every level---lots more features, and hardware designed for the kind of sales volume that had become the norm. Whereas the 20-foot Toronto machine had cost about $80,000, the Onsrud with all of its peripheral equipment and installation costs would spoil $240,000. Feeling queasy, I flew down to Charlotte to tour the impressive Onsrud factory and come to grips with the new software. Would we be back to Mrs. Jellyby's compu-sci class, or could we really feed this monster our library of some 30,000 separate boat kit parts without blowing it up? The early tests were unpleasantly inconclusive, but with the old machine showing signs of senility and orders stacking up, I had to make a decision. I wrote a check.



The new machine, with its Star Trek-worthy console (left), hard at work at the CLC factory. It's got onboard air conditioning for the controllers, a wireless internet connection, and the factory can dial in to troubleshoot from eight hours away.
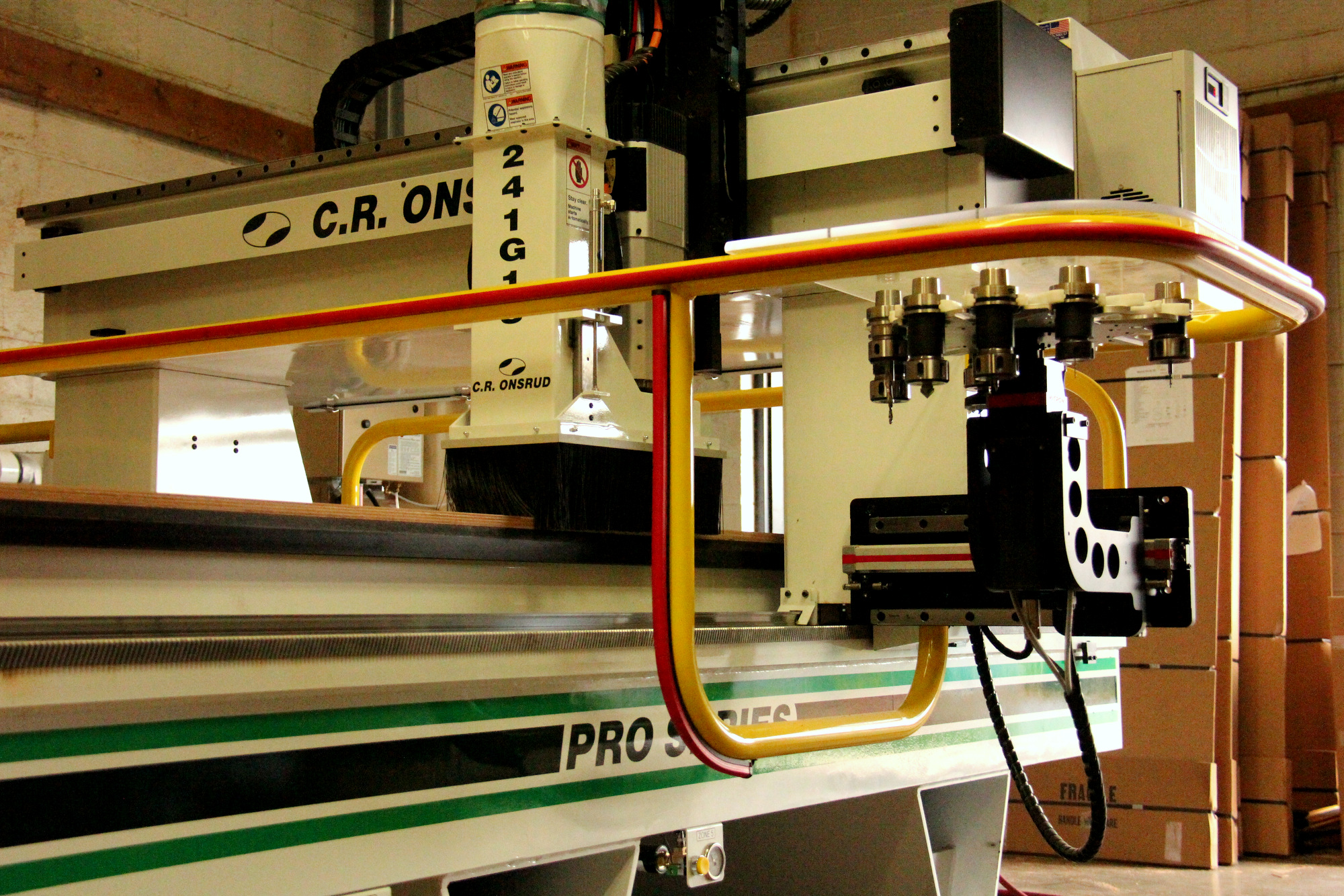
The red and yellow "cow catchers" are vital. The speed at which the gantry moves is unbelievable. If the pressure-sensitive red bands encounter a wayward human, the machine stops on a dime. Naturally I was the first person dumb enough to stand in its way, and I can report that the emergency stop works as intended.

This is the tool-changer, amazing to watch in action. Currently loaded are, starting from the furthest left and moving clockwise: A V-bit for beveling the parts of Nick Schade's stitch-and-glue kayak designs; a smaller engraving bit for carving numbers or letters; a 1/16th-inch drill bit for stitch holes, a 1/8th-inch double-spiral end-mill bit; a 4-inch diameter end-mill bit for flattening the table (several times per week); another large-diameter end-mill bit for 3D shaping on large parts (hidden behind the servo); a 1/4-inch double-spiral compression bit, which does most of the cutting of plywood parts; and finally a 1/2-inch double-spiral end-mill for cutting rabbets or thick material.
Puzzle joints, for joining plywood panels to lengths over eight feet, may have done as much as epoxy and CAD design to make boat kits more accessible to the amateur boatbuilder. They're also pure hell for the manufacturer. Tolerances need to be perfect: not too tight, not too loose. They need to fit even if the kit is shipped across three time zones and with a 50% shift in humidity. We cut thousands of them---every Annapolis Wherry, for example, has forty individual puzzle-joint cuts---and they require unwavering vigilance at the CNC machine. They can be cut only with a new router bit; a dull bit has lost some of its diameter, enough to throw off the fit.